

Спеченные стеклянные соединители
Когда говорят про спеченные стеклянные соединители, многие сразу представляют себе герметичный проход через стенку корпуса — и в целом да, это так. Но вот в чём часто ошибаются даже опытные инженеры: думают, что это по сути керамический изолятор, только со стеклом. А разница — принципиальная. Стекло — не просто наполнитель, оно в спечённом состоянии образует монолитную структуру с металлом, и именно от технологии спекания, от состава стекла и подготовки металла зависит, выдержит ли соединение не только давление, но и термоциклирование, и вибрацию, и агрессивную среду. Я сам долго считал, что главное — коэффициент теплового расширения подогнать, а оказалось, что подготовка поверхности металла перед нанесением стеклянной пасты и режим обжига иногда важнее. Об этом редко пишут в каталогах, но на практике вылезает сразу.
От теории к практике: где кроется ?дьявол?
Взять, к примеру, стандартную задачу — соединитель для герметичного ввода группы проводников в корпус аппаратуры. Чертеж есть, ТЗ есть. Заказываешь у поставщика, получаешь партию — вроде бы всё по ГОСТу. А потом при пайке выводов на плату начинается: микротрещины по границе металл-стекло. Не сразу, а после двух-трех термоциклов. И вот тут начинается разбор полетов. Оказывается, в ТЗ не прописана фаза охлаждения после спекания — а если охлаждение слишком быстрое, остаются внутренние напряжения. Поставщик сделал как обычно, для ?рядовых? применений, а у нас-то аппаратура должна работать от -60 до +125 °C. Вот и всё.
Или другой нюанс — чистка металлических деталей перед спеканием. Казалось бы, обезжирили и всё. Но если остаются даже невидимые глазу окислы или адсорбированные газы, то при высокой температуре спекания стекло плохо смачивает металл, остаются микропоры. Герметичность-то при испытании гелием может пройти, а вот электрическая прочность при длительной работе во влажной атмосфере — нет. Упадет сопротивление изоляции. Мы с этим столкнулись лет пять назад, когда делали заказ для одного морского проекта. Пришлось вместе с технологами завода-изготовителя сидеть и пересматривать всю предварительную подготовку: не просто обезжиривание в ультразвуке, а еще и восстановительная атмосфера на начальном этапе нагрева. Это добавило к стоимости, но проблему сняло.
Кстати, о поставщиках. Рынок специфический. Многие производители ориентированы на массовый выпуск для бытовой техники или автомобилей, где требования попроще. А когда нужны спеченные стеклянные соединители для ответственной техники, особенно военного или космического назначения, круг сужается резко. Тут уже важна не только сама технология, но и полная прослеживаемость материалов, сертификация процессов. Один из немногих, кто реально глубоко погружен в эту тему для высоконадежных применений — это ООО Цзуньи Фэйюй Электроника. На их сайте https://www.zyfy-cn.ru видно, что они именно что professionalное высокотехнологичное предприятие, специализирующееся на разработке и производстве военной продукции. Это не просто слова. Когда мы начали с ними работать по одному проекту, запросили отчёт по анализу состава стекла и результаты испытаний на стойкость к конкретным жидкостям — предоставили всё, с методиками. Это дорогого стоит.
Материалы: не всякое стекло одинаково полезно
Состав стеклянного порошка — это вообще отдельная наука. Стандартные составы на основе боросиликатного стекла хороши для большинства случаев. Но если нужна повышенная химическая стойкость, скажем, к аммиаку или сероводороду, или особые диэлектрические свойства на высоких частотах — тут начинаются танцы с бубном. Иногда добавляют оксиды алюминия, цинка, меняют щелочной компонент. Проблема в том, что меняя состав для улучшения одного параметра, можно незаметно ухудшить другой — например, температуру спекания или адгезию к конкретному сплаву.
У нас был курьёзный случай. Заказали партию соединителей для работы в среде с повышенным содержанием фреона. Поставили задачу — стойкость к нему. Поставщик (не Цзуньи Фэйюй, а другой) разработал специальный состав стекла, испытал на образцах — вроде всё отлично. А когда сделали опытную партию готовых изделий и поставили в узел, обнаружили, что при вибрационных испытаниях появляется едва слышный звон — стекло в соединителе! Оказалось, для химической стойкости в состав ввели компоненты, которые сделали стекло более хрупким после спекания, его модуль упругости изменился, и оно вошло в резонанс на одной из частот вибростенда. Герметичность не нарушилась, но по ТЗ такой эффект был недопустим. Пришлось возвращаться к исходным материалам и искать компромисс.
Поэтому сейчас для критичных задач мы всегда настаиваем на комплексных испытаниях готового спеченного стеклянного соединителя не только на герметичность и электрику, но и на вибростойкость, и на термоудар именно в среде применения. И желательно, чтобы производитель имел собственную лабораторную базу для такой отработки, как та же ООО Цзуньи Фэйюй Электроника. Из описания их деятельности видно, что разработка и производство идут рука об руку, а для военной продукции мелочей не бывает по определению.
Конструктивные тонкости, которые не увидишь на чертеже
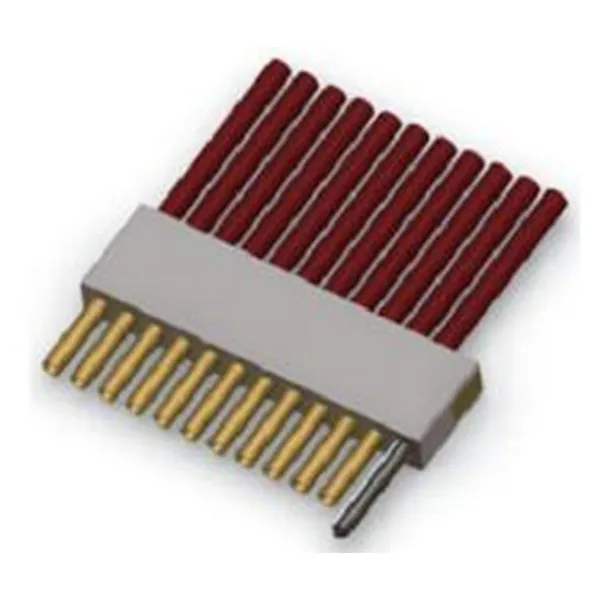
Конструкция, казалось бы, проста: металлическая обойма, штифт (или несколько), стеклянный изолятор между ними. Но как именно сформирован этот изолятор? Он может быть заподлицо с металлом, а может иметь небольшую выпуклость (мениск). Второй вариант часто лучше с точки зрения электрической прочности и защиты кромки металла от сколов, но сложнее в изготовлении — нужно очень точно контролировать усадку стекла при спекании. Если переборщить с количеством пасты, мениск получится слишком большим и может мешать монтажу. Если недобор — будет впадина, где может скапливаться влага и грязь.
Ещё момент — форма кромки металлической детали в месте контакта со стеклом. Острая кромка — это концентратор напряжений. Её обязательно нужно делать скругленной, с минимальным радиусом. Но и слишком большое скругление уменьшает площадь контакта. Оптимальный радиус — результат расчёта и проверки. Мы обычно для ответственных изделий делаем пробную партию с разными вариантами и потом смотрим под микросконом срез после спекания — нет ли непроплавлений, пустот.
И, конечно, выбор металла. Чаще всего это коррозионно-стойкая сталь или сплавы на основе никеля и железа (ковар, ферниель). Но если аппаратура должна быть легкой, рассматривают титан. А вот с титаном и стеклом спекаться — та ещё задача. Его коэффициент расширения сильно отличается, нужны специальные составы стекол. И здесь без настоящего технологического партнёра, который готов экспериментировать и имеет базу знаний, не обойтись. Судя по портфолио и направлению работы, ООО Цзуньи Фэйюй Электроника как раз из тех, кто берётся за такие нестандартные задачи в рамках своей специализации на высокотехнологичной продукции.
Контроль качества: не доверяй, а проверяй
Приёмка партии спеченных стеклянных соединителей — это целый ритуал. Визуальный контроль под лупой — обязателен. Ищешь сколы, трещины, непрокрасы, пузыри. Потом выборочно — проверка на герметичность гелиевым течеискателем. Это стандарт. Но мы всегда добавляем свои, ?злые? испытания. Например, выборочные образцы отправляем на термоудар: из кипятка в ледяную воду, несколько циклов. Потом снова герметичность. Если производитель уверен в своей технологии, он не боится таких проверок. А если начинает увиливать — это повод насторожиться.
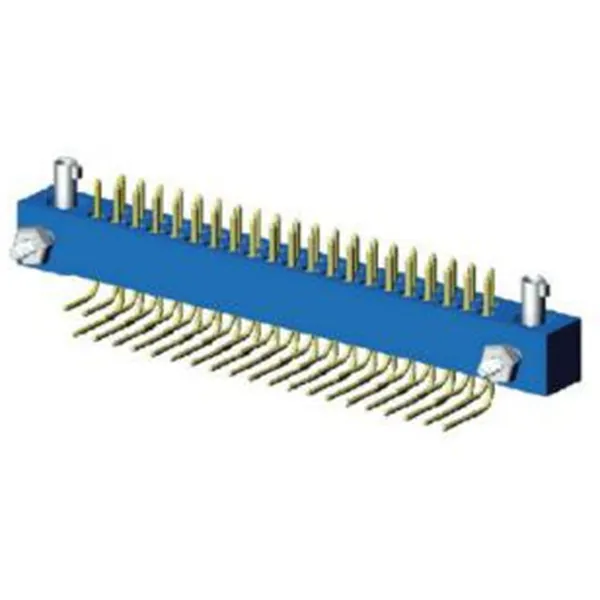
Ещё один важный тест, который многие упускают — проверка прочности крепления вывода (штифта). Бывает, что стекло хорошо спекается с обоймой, а с самим выводом адгезия слабовата. Нагружаешь вывод на изгиб с определённым моментом — и он проворачивается или вообще выдёргивается. Для силовых соединителей, которые будут испытывать механические нагрузки при коммутации, это критично. Мы такой дефект ловили у одного из рядовых поставщиков. С тех пор в ТЗ всегда включаем пункт об испытании на отрыв/кручение вывода.
И, конечно, электрические испытания. Не только сопротивление изоляции при постоянном напряжении, но и испытательное напряжение переменного тока на промышленной частоте, и проверка ёмкости (для ВЧ-применений). Иногда полезно посмотреть осциллограмму пробоя, если он вдруг случается — по характеру можно понять, где слабое место: в объёме стекла или на границе раздела.
Вместо заключения: мысли вслух о будущем таких компонентов
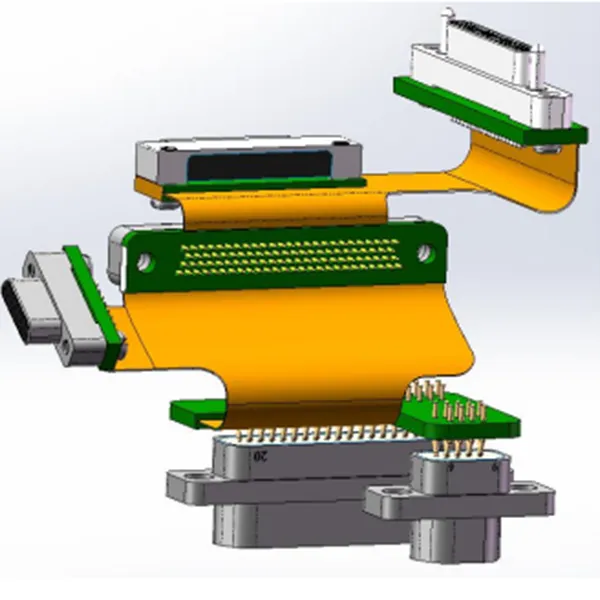
Сейчас, с развитием микроэлектроники и миниатюризацией аппаратуры, требования к спеченным стеклянным соединителям только растут. Нужны всё меньшие габариты при сохранении или даже повышении надёжности. Появляются многоштырьковые соединители с шагом меньше миллиметра. Это адская задача для технологии спекания — обеспечить точное позиционирование каждого штифта и отсутствие мостиков между ними.
Другое направление — интеграция дополнительных функций. Например, в стеклянную массу можно ввести металлические экранирующие слои или резистивные элементы для подавления помех прямо на вводе. Но это уже следующий уровень, требующий совместной работы конструкторов, технологов и материаловедов. Думаю, компании, которые уже работают на стыке серьёзных отраслей, вроде оборонной или аэрокосмической, как ООО Цзуньи Фэйюй Электроника, имеют здесь хороший задел. Их опыт в разработке и производстве сложной военной продукции, где надёжность — не пустое слово, как раз и есть тот фундамент, на котором можно пробовать такие инновации.
Лично я считаю, что будущее не за тем, чтобы просто заказывать соединители по каталогу. Будущее — в тесном сотрудничестве с производителем на ранних этапах проектирования аппаратуры. Чтобы не подгонять потом устройство под ограничения стандартного соединителя, а сразу проектировать оптимальный ввод, учитывая все нагрузки и среду, и поручать его изготовление специалистам, которые понимают суть процесса. Тогда и проблем будет меньше, и аппаратура проживёт дольше. А спеченные стеклянные соединители из просто герметичного прохода превратятся в надежный, просчитанный и безотказный элемент системы.
Соответствующая продукция
Соответствующая продукция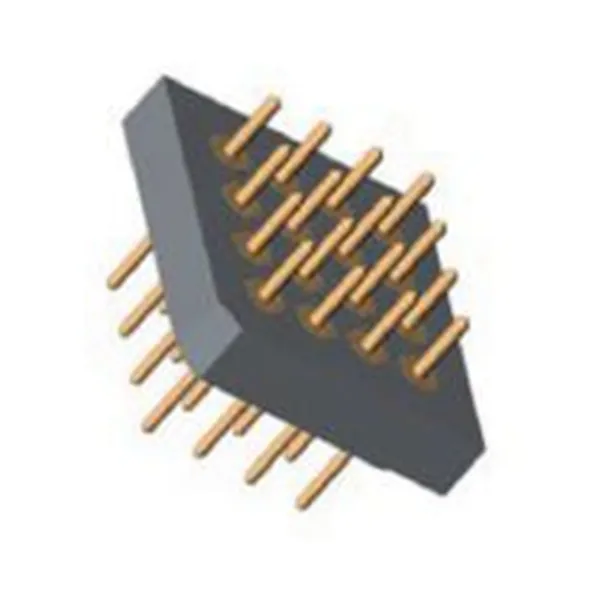



Самые продаваемые продукты
Самые продаваемые продукты-
 Высокоскоростные соединители передачи серии LRM
Высокоскоростные соединители передачи серии LRM -
 Высокоскоростные соединители передачи для поверхностного монтажа серии HSI
Высокоскоростные соединители передачи для поверхностного монтажа серии HSI -
 Высокоскоростные соединители передачи серии VPX
Высокоскоростные соединители передачи серии VPX -
 Универсальные прямоугольные соединители серии ZMDM
Универсальные прямоугольные соединители серии ZMDM -
 Универсальные прямоугольные соединители большого и малого тока серии J30J
Универсальные прямоугольные соединители большого и малого тока серии J30J -
 Радиочастотные коаксиальные соединители серии 2.92
Радиочастотные коаксиальные соединители серии 2.92 -
 Универсальные прямоугольные соединители серии CDbF
Универсальные прямоугольные соединители серии CDbF -
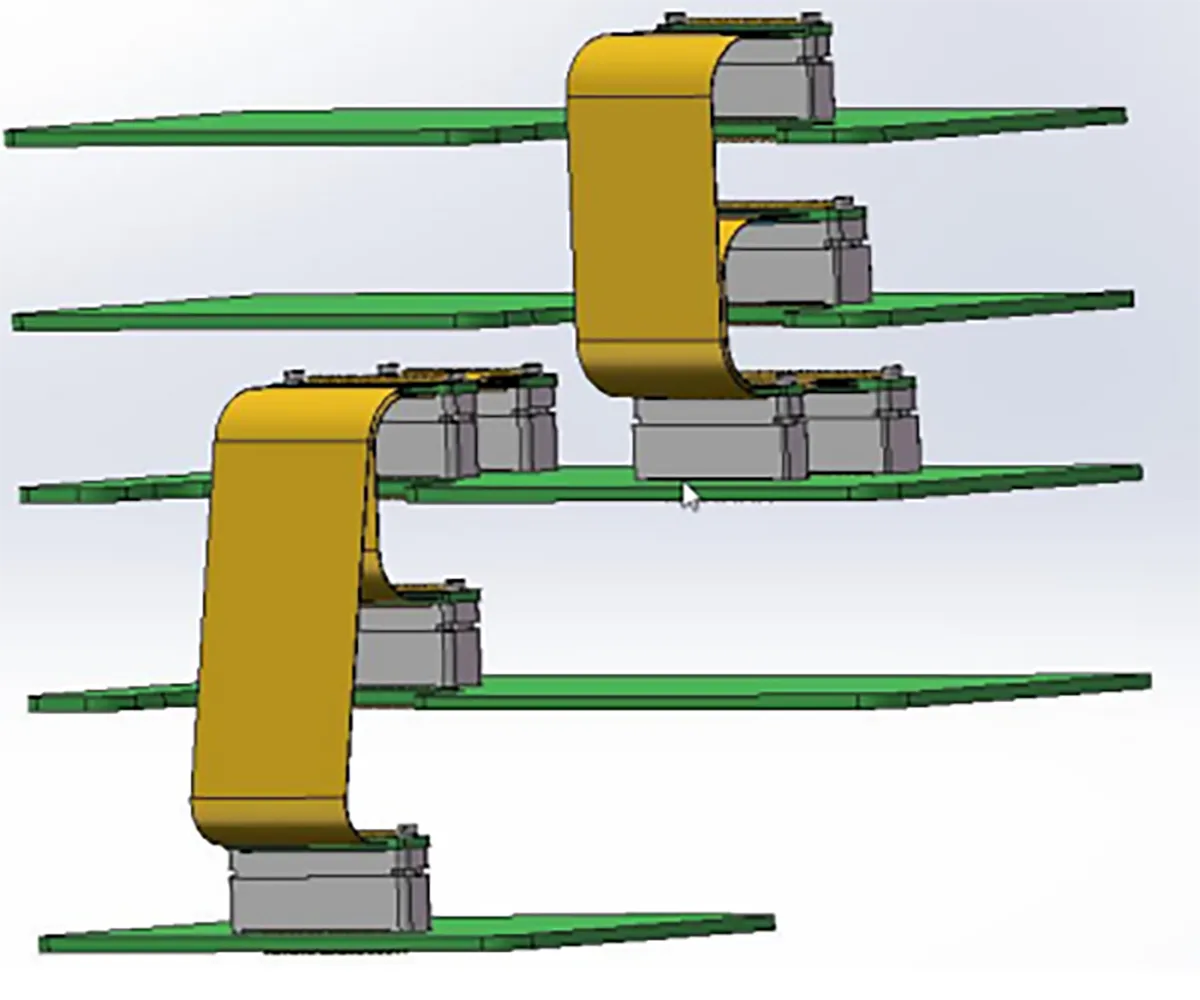
 Гибкие сборки для печатных плат (экранированного типа)
Гибкие сборки для печатных плат (экранированного типа) -
 Универсальные прямоугольные соединители серии MDM1
Универсальные прямоугольные соединители серии MDM1 -
 Универсальные прямоугольные соединители серии J27A
Универсальные прямоугольные соединители серии J27A -
 Универсальные прямоугольные соединители серии J66
Универсальные прямоугольные соединители серии J66 -
 Универсальные прямоугольные соединители защелкивающегося типа серии J103
Универсальные прямоугольные соединители защелкивающегося типа серии J103
Связанный поиск
Связанный поиск- Спеченные стеклянные соединители
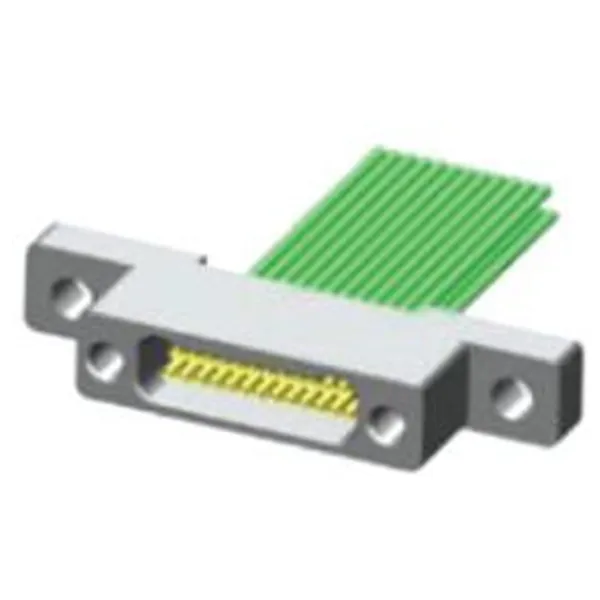
- Спеченные стеклянные микропрямоугольные соединители серии J30J
- Спеченные стеклянные соединители военного назначения
- Соединители для печатных плат серии ZRM
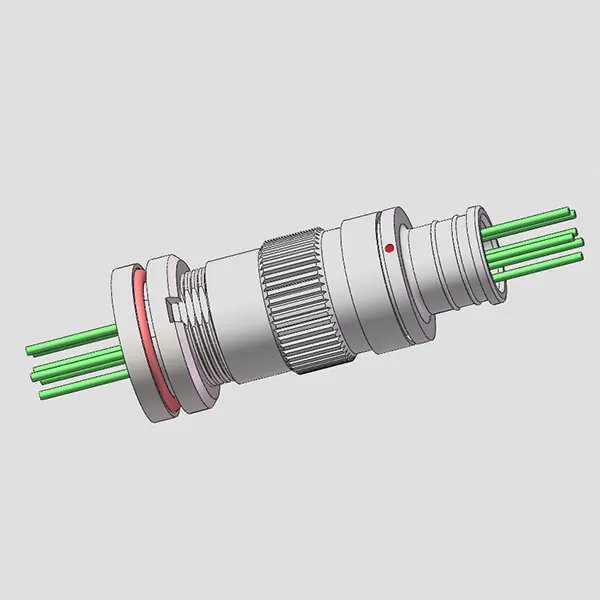
- Круглый соединитель быстрой фиксации и разъединения с байонетным замком
- Высоконадежный круглый соединитель устойчивый к вибрациям и ударам
- Соединители MICRO-D
- Высокоскоростные электрические соединители с шагом 1 мм
- Фиксирующий круглый соединитель с мелкой резьбой
- Полужёсткая кабельная сборка



