

Кабельная сборка для ракетного вооружения
Когда слышишь ?кабельная сборка для ракетного вооружения?, многие представляют себе просто пучок проводов в термоусадке. На деле же — это, пожалуй, один из самых критичных узлов, где любая неоднородность, любой микроскопический дефект изоляции или нарушение экранирования может привести к отказу всей системы. Работая с этим годами, понимаешь, что здесь нет мелочей. Это не протокол передачи данных в офисе, где можно перезапустить соединение. Здесь сигнал должен пройти без искажений при перегрузках в десятки g, в широком температурном диапазоне, под воздействием вибраций, которые выворачивают наизнанку, казалось бы, надежно закрепленные элементы. И самое сложное — предсказать поведение сборки не в идеальных условиях лаборатории, а в реальных, когда факторы накладываются друг на друга.
Основные вызовы и заблуждения
Самый распространенный миф — что можно взять серийные высокотемпературные провода, качественно их обжать и собрать в жгут. На практике это почти гарантированно приведет к проблемам на этапе комплексных испытаний. Проблема в совместимости материалов. Например, изоляция провода может выдерживать +250°C, а материал разъема — только +200°C. В месте контакта возникает точка слабости. Или другой случай: разные коэффициенты теплового расширения у проводника, изоляции и корпуса разъема. При циклических температурных нагрузках в месте обжима или пайки постепенно накапливаются микротрещины, растет переходное сопротивление. Сигнал начинает ?плыть?.
Еще один тонкий момент — обеспечение целостности экранирования по всей длине трассы. Казалось бы, оплетка есть, разъемы экранированные, все заземлено. Но если в точке перехода от кабеля к разъему экран не заведен на корпус разъема по всей окружности с минимальным переходным сопротивлением, то вся эффективность экранирования падает в разы. Помню случай с одной из опытных партий для системы наведения. На стенде все работало безупречно. Но при испытаниях на электромагнитную совместимость в камере появились наводки, которые сбивали работу чувствительной аналоговой части. Оказалось, что в одной из сборок при формовке экрана под обжимную гильзу несколько жилок оплетки были надорваны. Визуально — незаметно. По замерам — локальное увеличение сопротивления экрана. Этого хватило.
Поэтому сейчас мы, например, при разработке таких изделий для ответственных применений, всегда закладываем этап испытаний готовой сборки как единого изделия, а не просто проверяем компоненты. Проводим виброударные испытания по реальным профилям, тепловакуумные циклы, проверяем герметичность (если требуется) и, конечно, полный электрофизический контроль: не только целостность цепи, но и параметры изоляции, сопротивление экрана, волновое сопротивление на высоких частотах. Без этого доверять сборке в составе ракетного вооружения нельзя.
Опыт и практические кейсы
Работа с партнерами, которые глубоко погружены в тему, сильно упрощает жизнь. Вот, например, компания ООО Цзуньи Фэйюй Электроника (https://www.zyfy-cn.ru). Это профессиональное высокотехнологичное предприятие, специализирующееся на разработке, производстве и продаже военной продукции. В контексте кабельных сборок их подход мне импонирует системностью. Они не просто продают кабель или разъемы, а предлагают решение под конкретную задачу, учитывая весь жизненный цикл изделия. Это важно, потому что часто заказчик из КБ приходит с ТЗ, где прописаны электрические параметры, но не до конца учтены механические и климатические нагрузки в конкретном месте монтажа. Нужен диалог.
Был у нас проект по модернизации системы управления одного из комплексов. Нужно было заменить устаревшие кабельные сборки на новые, с более высокой плотностью передачи данных, но вписаться в существующие посадочные места и габариты. Стандартные решения не подходили. Вместе со специалистами, в том числе привлекали инженеров из ООО Цзуньи Фэйюй Электроника, прорабатывали несколько вариантов: от выбора альтернативных марок проводов с лучшей гибкостью и стойкостью к многократному изгибу, до изменения конструкции оконечной части разъема. В итоге сделали гибридный вариант: часть трассы — жесткая сборка с формованными элементами для крепления, часть — гибкий сегмент с проводниками особого плетения. Прошли все приемочные испытания с первого раза.
А вот негативный опыт, который многому научил. Раньше мы экономили на инструменте для обжима контактов под определенную серию разъемов. Использовали универсальный, ?почти подходящий?. Качество обжима контролировали визуально и тестером на обрыв. Контакты не выпадали, цепь была. Но через несколько циклов термоударов на одной из сборок в полевых условиях начались сбои. При разборке обнаружили, что в нескольких обжимах из-за неидеального прилегания матрицы инструмента образовались микротрещины в месте контакта. Теперь правило железное: для каждого типа контакта — свой сертифицированный инструмент с регулярной поверкой. И 100% контроль сечения обжима под микроскопом для критичных линий. Это удорожает процесс, но дешевле, чем отзыв партии или, не дай бог, отказ.
Детали, которые решают
Часто все упирается в мелочи. Возьмем маркировку. Кажется, что это просто. Но если использовать термоусадочную трубку с маркировкой, которая со временем или под воздействием топлив, масел стирается, то при ремонте или диагностике в полевых условиях можно наломать дров. Мы перешли на лазерную маркировку непосредственно на изоляцию провода в определенных местах. Долговечно, не увеличивает диаметр сборки.
Или выбор материала для бандажа и креплений. Нейлоновые стяжки — просто и дешево, но при низких температурах становятся хрупкими. Металлические хомуты с амортизирующими прокладками — надежнее, но тяжелее и требуют аккуратного монтажа, чтобы не пережать провод. Для разных участков внутри аппаратного отсека ракеты мы сейчас комбинируем: на участках с максимальной вибрацией — фиксация скобами с демпфером, на более спокойных — специализированные стяжки из материалов, сохраняющих эластичность в широком диапазоне.
Отдельная тема — защита от собственных резонансных частот. Длинные пролеты кабельной сборки, закрепленные с двух концов, при определенной частоте вибрации могут войти в резонанс и либо перетереться об соседние конструкции, либо создать недопустимую нагрузку на выводы разъемов. Приходится моделировать это и добавлять промежуточные точки крепления или демпфирующие элементы в определенных местах. Это не всегда можно увидеть в ТЗ, но опытный технолог или инженер по монтажу должен это предусмотреть.
Взаимодействие с производством и контроль
Самая совершенная конструкторская документация на кабельную сборку для ракетного вооружения разбивается о реальность цеха, если не наладить обратную связь. Монтажники — первые, кто видит, что какой-то провод слишком жесткий и его невозможно аккуратно уложить по заданной трассе без риска повреждения. Или что последовательность сборки разъема, прописанная в инструкции, неудобна и повышает риск ошибки.
Мы внедрили простую, но эффективную практику: сборка первой опытной единицы любой новой сборки проходит обязательно в присутствии конструктора и технолога. Все замечания монтажника фиксируются и обсуждаются. Иногда это приводит к изменению чертежа: смещению точки крепления на пару миллиметров, изменению радиуса изгиба. Это не каприз, это повышение надежности и воспроизводимости качества.
Контроль — это не только ОТК на выходе. Это пооперационный контроль. Проверил партию провода на входе — замерил диаметр, сопротивление, прочность изоляции. Проверил обжим первого в партии контакта — под микроскопом и на усилие вырывания. Проверил герметизацию (если есть) разъема после сборки. Только так, поэтапно, можно быть уверенным, что в готовом изделии не накопилось скрытых дефектов. Особенно это важно при работе с субподрядчиками. Нужно не просто требовать сертификаты, а выстраивать систему проверок, а еще лучше — проводить аудит их процессов. Как это делает, к слову, та же ООО Цзуньи Фэйюй Электроника в своей работе, требуя полной прослеживаемости материалов и операций для своей военной продукции.
Взгляд в будущее и итоги
Тенденции очевидны: увеличение скорости передачи данных, миниатюризация, интеграция силовых и сигнальных линий в одну сборку, активное использование волоконной оптики. Но фундаментальные требования к надежности, стойкости к внешним воздействиям и, что крайне важно, к предсказуемости поведения в экстремальных условиях — остаются и ужесточаются. Новые материалы (изоляции, экраны, защитные оболочки) дают больше возможностей, но и требуют новых знаний и технологий монтажа.
Главный вывод, который я для себя сделал: создание надежной кабельной сборки для ракетного вооружения — это не закупка комплектующих по ГОСТу и сборка по чертежу. Это междисциплинарная задача на стыке электротехники, материаловедения, механики и производства. Требуется глубокое понимание физики процессов, которые будут происходить с этим изделием на протяжении всего срока службы. И здесь нельзя полагаться на шаблоны. Каждый новый комплекс, новая платформа — это новый вызов и необходимость заново проходить путь от расчетов и моделирования до испытаний и корректировок.
Поэтому сотрудничество с партнерами, которые разделяют этот системный, вдумчивый подход, а не просто гонятся за выполнением формальных пунктов ТЗ, становится критически важным фактором успеха. В конечном счете, качество кабельной сборки — это тихая, незаметная работа, о которой вспоминают только когда ее нет. И это лучшая характеристика для такого компонента.
Соответствующая продукция
Соответствующая продукция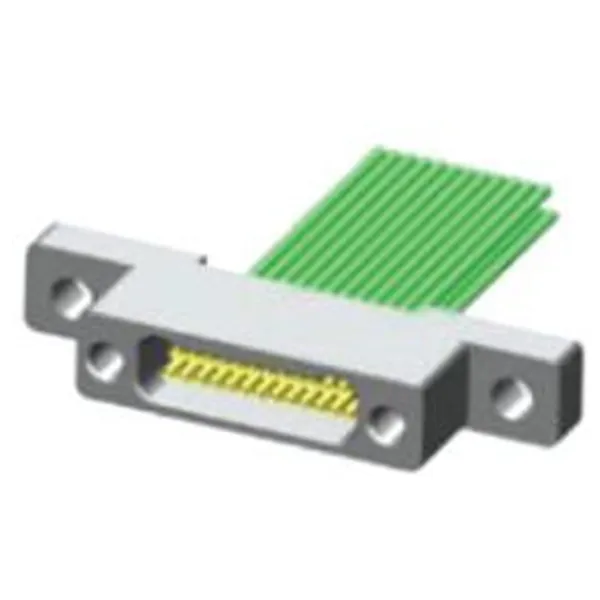



Самые продаваемые продукты
Самые продаваемые продукты-
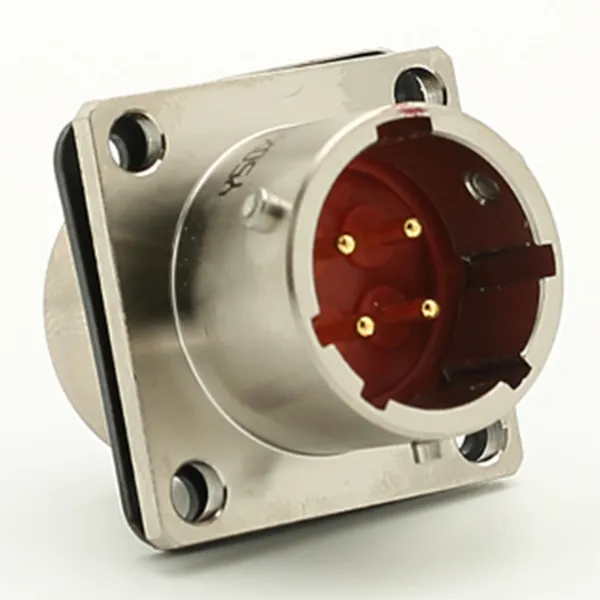
 Универсальные прямоугольные соединители серии J56
Универсальные прямоугольные соединители серии J56 -
 Радиочастотные коаксиальные соединители серии BMA
Радиочастотные коаксиальные соединители серии BMA -
 Радиочастотные коаксиальные соединители серии N
Радиочастотные коаксиальные соединители серии N -
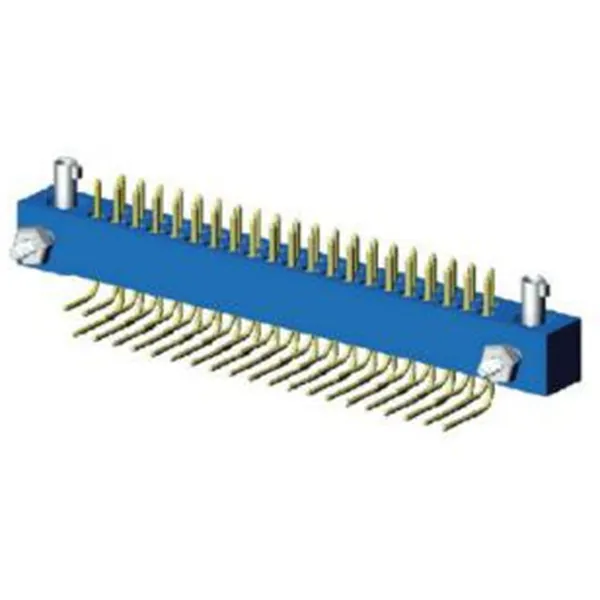 Универсальные прямоугольные соединители серии J27A
Универсальные прямоугольные соединители серии J27A -
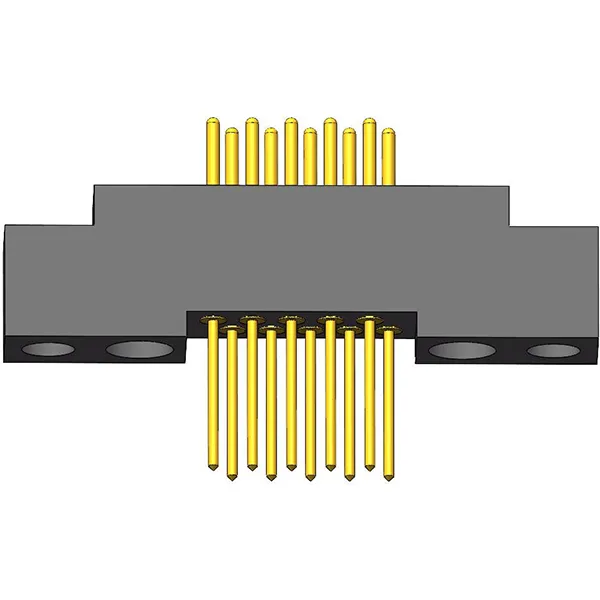
 Высокоскоростные соединители передачи для поверхностного монтажа серии HSI
Высокоскоростные соединители передачи для поверхностного монтажа серии HSI -
 Универсальные прямоугольные соединители серии HRM
Универсальные прямоугольные соединители серии HRM -
 Универсальные прямоугольные соединители серии MDM1
Универсальные прямоугольные соединители серии MDM1 -
 Радиочастотные коаксиальные соединители серии SMP
Радиочастотные коаксиальные соединители серии SMP -
 Радиочастотные коаксиальные соединители серии SMA
Радиочастотные коаксиальные соединители серии SMA -
 Радиочастотные коаксиальные соединители серии SSMP (SMPM)
Радиочастотные коаксиальные соединители серии SSMP (SMPM) -
 Радиочастотные коаксиальные соединители серии 2.92
Радиочастотные коаксиальные соединители серии 2.92 -
 Универсальные прямоугольные соединители защелкивающегося типа серии J103
Универсальные прямоугольные соединители защелкивающегося типа серии J103
Связанный поиск
Связанный поиск- Авиационные соединители
- Соединители MIL-C-83513
- Кабельная сборка для связи
- Планарно-планарные соединители обычного военного назначения
- Напрямоугольные электрические соединители серии J70
- Низкопотерьный радиочастотный соединитель миллиметровой волны
- Радиочастотные соединители серии SMA
- Кабельный соединитель
- Высоконадежная кабельная сборка военного назначения
- Круглый соединитель с резьбовым соединением



