

Кабельная сборка военного назначения по стандарту
Когда слышишь ?кабельная сборка военного назначения по стандарту?, первое, что приходит в голову — это просто провода в броне, собранные по ГОСТ или ТУ. Но так рассуждают те, кто никогда не держал в руках отказ из-за микротрещины в изоляции после виброиспытаний. Стандарт — это не бумажка, а выстраданный на полигонах и в лабораториях свод правил, где каждая мелочь, от маркировки жилы до угла изгиба в муфте, имеет значение для выживания техники и экипажа. Многие, особенно в начале, думают, что главное — это электрическая схема, а всё остальное ?механика?. Горький опыт показывает, что 80% отказов в полевых условиях связаны как раз с ?механикой?: с контактами, которые окислились из-за негерметичного уплотнения, с перетертыми об острый край корпуса жгутами, с клеммами, которые от вибрации потеряли момент затяжки. Вот об этих нюансах, которые не пишут в сухих технических заданиях, а узнают только на практике, и пойдёт речь.
Стандарт — это не только документ, это образ мышления
Возьмём, к примеру, стандарты на стойкость к внешним воздействиям. В ТЗ пишут: ?вибростойкость 10-2000 Гц, ударные нагрузки 50g?. Казалось бы, отдай это в испытательную лабораторию — и всё. Но ключевой момент — как сборка закреплена во время этих испытаний. Если жгут жёстко зафиксирован хомутами, как в реальном изделии, то резонансные частоты будут одни. Если его положили на стол лаборатории ?для удобства?, результат будет абсолютно другим, и в металле проявится слабое место, которое в бою приведёт к обрыву. Мы однажды столкнулись с такой историей на сборках для системы связи. Стендовые испытания прошли на ?отлично?, а на предварительных заводских проверках в макете аппаратуры после транспортировки по ухабистой дороге отказал канал. Оказалось, в точке ввода в разъём был неучтённый изгиб, и от постоянной ?игры? жила надломилась.
Отсюда вывод: соответствие стандарту нужно проверять не в идеальных лабораторных условиях, а в максимально приближенных к эксплуатационным. Лучше смоделировать реальный монтаж в стойке, с реальными соседними блоками, которые греются, и реальными трассами прокладки. Часто именно соседство с источником тепла становится фатальным для определённых марок изоляции, которые формально по температурному диапазону проходят.
Ещё один тонкий момент — стандарты на материалы. Военные стандарты часто предписывают конкретные марки пластикатов, компаундов, термоусадок. Но поставщики материалов меняются, и даже у одного производителя от партии к партии могут плавать параметры. Например, та же термоусадка с клеевым слоем: если адгезия чуть ниже, то после термоциклирования может подтекать влага. Поэтому грамотный производитель не просто покупает материал с нужным сертификатом, а ведёт свой входной контроль по ключевым параметрам. Без этого вся цепочка соответствия стандарту рушится на самом первом звене.
Ошибки проектирования, которые приходится исправлять ?на коленке?
Часто конструкторы, особенно молодые, рисуют красивые 3D-модели жгутов, но не учитывают, как это будет собираться вживую. Классика жанра — разъёмы, расположенные ?спиной? друг к другу в тесном отсеке. На чертеже всё сходится, зазоры есть. А на деле монтажнику нужно руки с тремя суставами, чтобы одновременно направить и закрутить оба разъёма. В итоге сборку либо деформируют, прилагая нерасчётное усилие, либо царапают защитную оплётку о острый край. И то, и другое — потенциальный отказ.
Была у нас история с кабельной сборкой для антенного поста. Конструктор, чтобы сэкономить пространство, задал минимальный радиус изгиба для силового кабеля. По справочнику он был в норме. Но он не учёл, что в мороз при -50°C изоляция становится дубовой, и при монтаже в полевых условиях солдаты просто физически не могли уложить кабель по заданной трассе без риска его сломать. Пришлось экстренно пересматривать конструкцию, увеличивая радиус, и согласовывать изменения. Стандарт, конечно, был соблюдён и в первом варианте, но он не был практически применимым.
Отсюда рождается правило: хорошая военная кабельная сборка — это всегда компромисс между идеальной схемой, технологичностью монтажа, ремонтопригодностью и жёсткими требованиями стандартов. Иногда приходится отступать от ?книжного? идеала в пользу здравого смысла и опыта. Например, добавить лишнюю маркировку на каждый метр кабеля, хотя по стандарту достаточно только на концах. Но когда техника в грязи и темноте, эта лишняя метка спасает время при диагностике.
Контроль качества: от пайки до упаковки
Многие думают, что контроль — это проверка готового изделия тестером. На самом деле, контроль начинается с приёмки провода. Проверяем не только сечение и сопротивление, но и, условно говоря, ?историю? катушки: нет ли вмятин, перегибов, которые могли создать внутренние микротрещины. Потом — контроль пайки или обжима. Здесь не обойтись без микроскопа. Холодная пайка, перегрев, недостаток припоя — всё это под микроскопом как на ладони. По стандарту может быть прописано ?пайка по ГОСТ?, но технолог должен расписать этот процесс до мелочей: температура жала, тип флюса, время воздействия.
Особняком стоит контроль герметизации. Для сборок, работающих на улице или в условиях повышенной влажности, это критично. Мы используем метод опрессовки разъёмов с резиновыми уплотнителями и последующую проверку на вакуум или избыточное давление. Бывало, что партия уплотнительных колец оказалась с неоднородной плотностью резины, и одна сборка из двадцати ?потекла?. Пришлось отзывать всю партию и менять поставщика колец. Стандарт требует герметичности, но не объясняет, как её гарантированно добиться от партии к партии — это уже задача производства.
Упаковка — финальный, но не менее важный этап. Кабельную сборку, которую били о угол ящика при транспортировке, уже нельзя считать соответствующей стандарту, даже если электрические параметры в норме. Механические повреждения — это мина замедленного действия. Поэтому упаковка должна быть индивидуальной, жёсткой, с фиксацией изделия от перемещений внутри. Это кажется мелочью, но на приёмке у заказчика именно по упаковке часто судят о культуре производства в целом.
Сотрудничество с производителем: на что смотреть
Когда ищешь подрядчика для таких задач, нельзя смотреть только на цену и наличие сертификатов. Нужно смотреть вглубь процессов. Меня, например, всегда интересовало, есть ли у завода своя испытательная база — хоть простейшая вибростенд, климатическая камера. Если все испытания они отдают на сторону, это увеличивает сроки и снижает оперативность реакций на проблемы. Хороший признак — когда производитель сам показывает ?больные? места, с которыми сталкивался, и как их решил. Это говорит об опыте.
Вот, к примеру, взять компанию ООО Цзуньи Фэйюй Электроника (сайт можно посмотреть https://www.zyfy-cn.ru). В их описании заявлена специализация на военной продукции. Для меня, как для специалиста, это сразу наводит на мысль спросить: а с какими именно стандартами они работали? Под какие системы поставляли сборки? Есть ли у них примеры решений для экстремальных температур или высоких уровней вибрации? Профессиональное высокотехнологичное предприятие, как они себя позиционируют, должно иметь не просто станки, а именно технологические цепочки, заточенные под жёсткий военный приемочный контроль. Важно, чтобы они понимали разницу между гражданской и военной сборкой на уровне культуры производства: чистота в цехе, прослеживаемость материалов, строгий протокол испытаний.
Работа с таким производителем, как ООО Цзуньи Фэйюй Электроника, теоретически должна строиться на полном взаимопонимании в части трактовки стандартов. Не ?сделайте по ГОСТ такому-то?, а совместное обсуждение: для какой платформы, в каких условиях, какие сопутствующие воздействия ожидаются. Только тогда можно говорить о создании по-настоящему надежного изделия, а не просто формально соответствующего бумаге.
Взгляд в будущее: новые материалы и старые проблемы
Сейчас много говорят о новых материалах — лёгких, гибких, стойких. Но их внедрение в военную технику идёт медленно. И причина не только в консерватизме приёмки. Новый материал нужно не просто испытать по стандартному циклу, а понять, как он поведёт себя через 10-15 лет эксплуатации. Как стареет? Как взаимодействует со старыми материалами в смежных узлах? Был случай с одним новым огнестойким компаундом. Все испытания он прошёл, но через два года хранения на складе в заводской упаковке начал незначительно ?потеть?, выделяя пластификатор. Для контактов это смерть.
Поэтому, несмотря на прогресс, основа надёжной кабельной сборки военного назначения по-прежнему лежит в тщательном, даже педантичном, соблюдении проверенных временем технологий и в глубочайшем понимании физики всех процессов, которые происходят с изделием от цеха до поля боя. Стандарт — это карта, но идти по ней нужно с головой и руками, которые помнят, как было на самом деле в прошлый раз, когда что-то пошло не так. Именно этот практический опыт, а не слепое следование букве документа, и отличает продукт, который будет работать, от продукта, который просто прошёл формальную приёмку.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Радиочастотные коаксиальные соединители серии SSMP (SMPM)
Радиочастотные коаксиальные соединители серии SSMP (SMPM) -
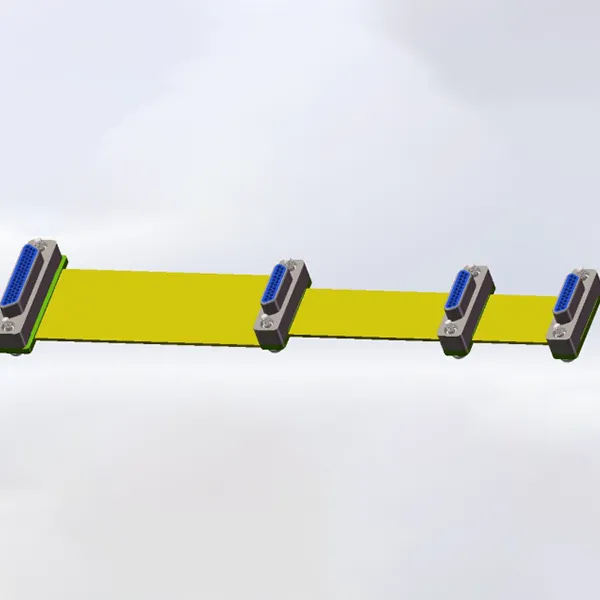 Гибкие сборки для печатных плат (стандартного типа)
Гибкие сборки для печатных плат (стандартного типа) -
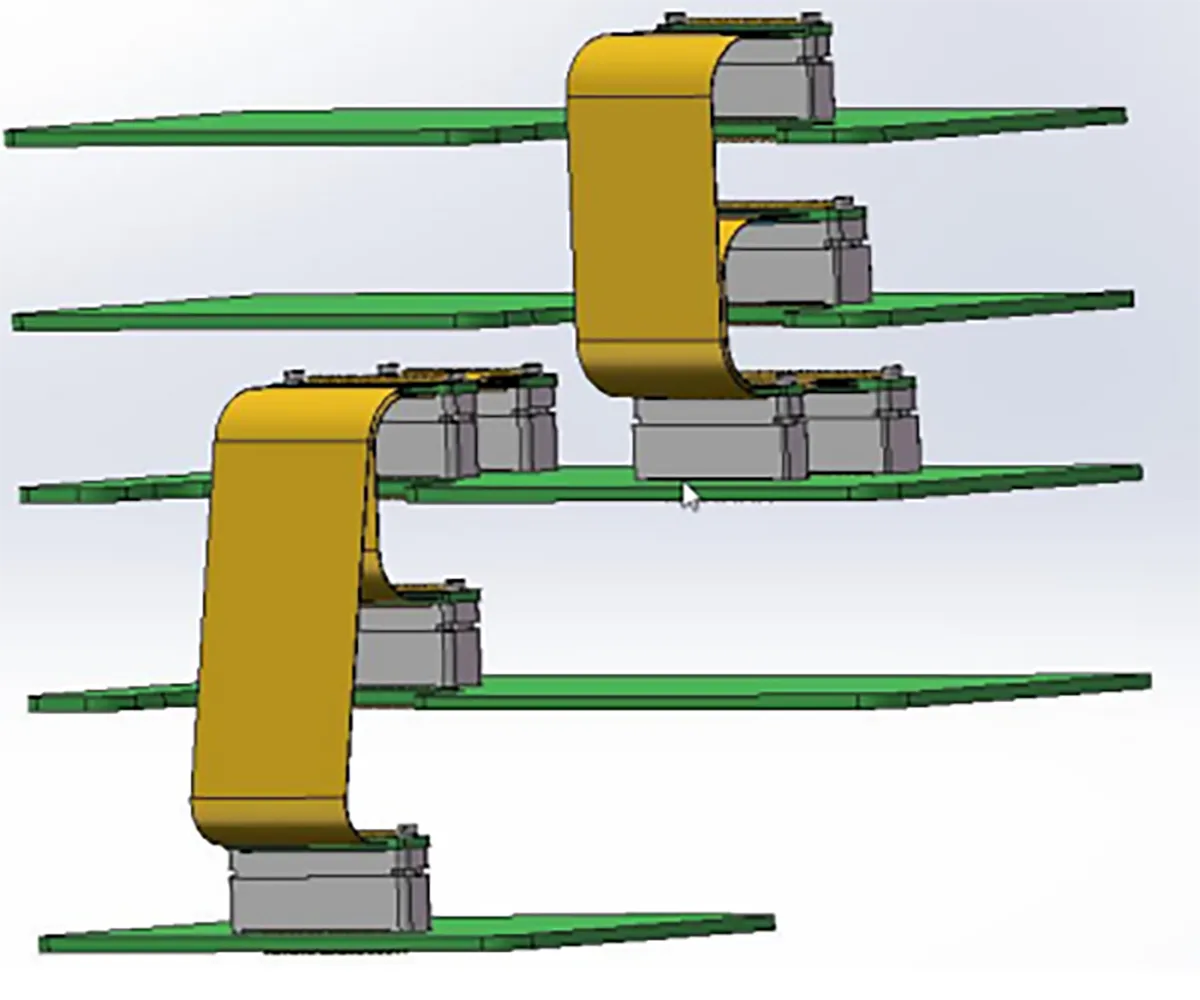 Гибкие сборки для печатных плат (открытой конструкции)
Гибкие сборки для печатных плат (открытой конструкции) -
 Радиочастотные коаксиальные соединители серии N
Радиочастотные коаксиальные соединители серии N -
 Универсальные прямоугольные соединители серии HRM
Универсальные прямоугольные соединители серии HRM -
 Радиочастотные коаксиальные соединители серии SMA
Радиочастотные коаксиальные соединители серии SMA -
 Соединители круглые серии J599
Соединители круглые серии J599 -
 Соединители круглые серии Y34
Соединители круглые серии Y34 -
 Универсальные прямоугольные соединители серии J71
Универсальные прямоугольные соединители серии J71 -
 Универсальные прямоугольные соединители серии J66
Универсальные прямоугольные соединители серии J66 -
 Гибкие сборки для печатных плат (открытой конструкции 2)
Гибкие сборки для печатных плат (открытой конструкции 2) -
 Соединители круглые серии Y18
Соединители круглые серии Y18
Связанный поиск
Связанный поиск- Напрямоугольные электрические соединители серии J63A
- Водонепроницаемый микропрямоугольный соединитель
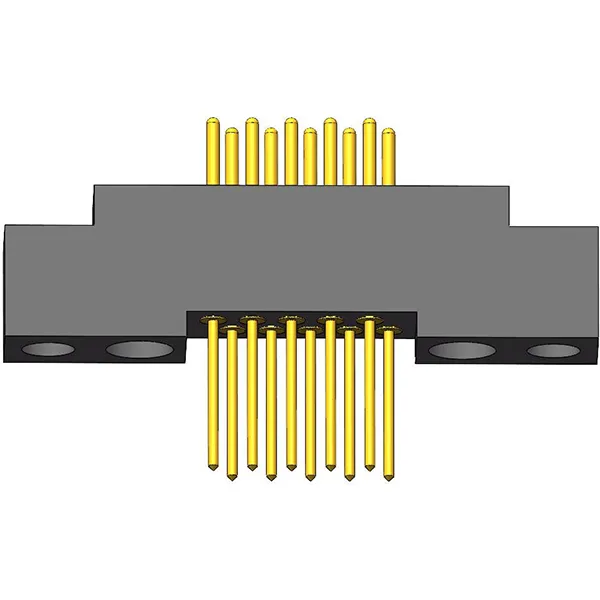
- Микропрямоугольный электрический соединитель с пружинными контактами на витой жиле
- Радиочастотные соединители серии SSMP (полное сцепление, штыревой разъем)
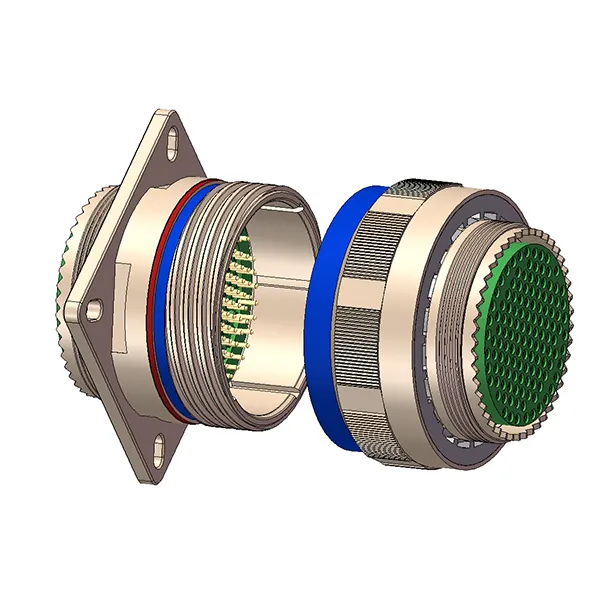
- Герметичный круглый авиационный соединитель
- Высоконадежный малогабаритный круглый соединитель
- Радиочастотный соединитель типа SMA
- Изделие / продукция кабельной сборки
- Электрическая соединительная кабельная сборка
- Фиксирующий круглый соединитель с мелкой резьбой



