

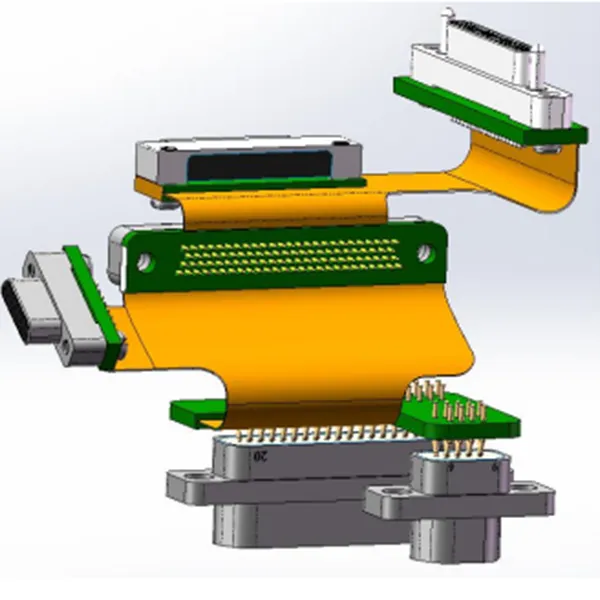
Высокоплотный узел жгута проводов с электрическими соединителями
Когда слышишь ?высокоплотный узел жгута?, первое, что приходит в голову — это просто много проводов в маленьком объеме. Но на практике все упирается не в количество, а в то, как эти провода взаимодействуют с соединителями, и что происходит с этим узлом через пять лет эксплуатации в условиях вибрации и перепадов температур. Частая ошибка — гнаться за плотностью ради плотности, забывая про ремонтопригодность и тепловой режим.
Где кроется сложность? Неочевидные нюансы
Основная головная боль — это именно стык жгута и разъема. Можно идеально развести схему, но если при обжатии контактов в электрический соединитель не учесть вектор натяжения каждого проводника, через сотню циклов ?вибростенда? появятся первые отказы. Я видел случаи, когда формальная проверка на целостность цепи проходила успешно, но при этом жила уже была деформирована у самого хвостовика контакта. Это не брак, это просчет в методике сборки.
Еще один момент — выбор самой марки разъема. Для военной техники, например, часто берут серии РП или СНЦ. Но если узел должен работать в морской среде, одного только ?военного? исполнения мало. Нужно смотреть на материал корпуса, тип уплотнения задней крышки и даже на состав покрытия контактов. Порой дешевле и надежнее использовать специализированный разъем от нишевого производителя, чем пытаться адаптировать массовый.
Здесь, к слову, опыт коллег из ООО Цзуньи Фэйюй Электроника (https://www.zyfy-cn.ru) бывает весьма показателен. Как предприятие, глубоко вовлеченное в разработку и производство военной продукции, они сталкиваются с задачами, где требования к надежности узлов зашкаливают. Их подход к проектированию жгутов часто строится на принципе избыточности критических соединений, что в итоге экономит время на этапе приемо-сдаточных испытаний.
Материалы и ?чувство провода?
Плотность упаковки напрямую зависит от изоляции. Современная фторполимерная изоляция позволяет уменьшить диаметр, но она же и ?скользкая?. Сформировать из таких проводов аккуратный, стабильный пучок — это отдельное искусство. Нужны правильные бандажи, термостойкие гильзы, а иногда и послойная пропитка специальными составами. Без этого жгут под собственным весом начнет ?плыть?, особенно в вертикальных шкафах.
Ошибка, которую многие допускают на ранних этапах — игнорирование радиуса изгиба. В высокоплотном узле провод после разъема часто нужно резко загнуть. Если для силовых линий это критично и все считают, то для слаботочных сигнальных цепей — часто пренебрегают. А потом удивляются наводкам и помехам. Минимальный радиус — это не просто цифра из ГОСТ, это запас на случай монтажа ?в полевых условиях?, когда техник не будет иметь под рукой шаблона.
И да, маркировка. Когда в одном узле сотни проводов, цветовой кодировки и бирок недостаточно. Приходится разрабатывать целую систему: порядок укладки в разъеме становится частью маркировки. Мы однажды внедрили правило: номер контакта в разъеме должен соответствовать порядковому номеру провода в общей схеме соединений. Это усложнило работу конструктору, но в разы ускорило поиск неисправностей у сборщиков и наладчиков.
Сборка: теория против практики
Идеальный узел на 3D-модели и то, что получается в цеху, — две большие разницы. Главный враг здесь — человеческий фактор. Даже с кондуктором и подробной инструкцией сборщик может по-своему понять ?направление укладки?. Поэтому лучший выход — создание эталонного, ?золотого? образца узла, который можно пощупать и с которым можно свериться. Фотографии и чертежи здесь проигрывают.
Особенно капризны высокоплотные узлы с многоштырьковыми разъемами типа D-Sub или прямоугольными с большим количеством контактов. Там критична последовательность обжатия и запрессовки. Если делать это хаотично, может возникнуть внутреннее напряжение, которое позже выльется в выталкивание контакта из корпуса разъема. Приходится разрабатывать технологические карты с точным указанием порядка операций: сначала центральные контакты, потом периферийные, и так далее.
Полезно посмотреть, как решают подобные задачи на производстве, подобном ООО Цзуньи Фэйюй Электроника. Специализация на высокотехнологичной военной продукции подразумевает строгий технологический цикл и контроль на каждой операции. Часто именно такой скрупулезный подход, когда сборка жгута разбита на десятки мелких, верифицируемых шагов, и позволяет добиться стабильного качества в серии. Их опыт — это пример системного подхода к проблеме, которая многим кажется сугубо ?ручной?.
Испытания: где ломается
Самый показательный тест — это не проверка сопротивления изоляции, а виброиспытания с контролем контактного сопротивления в реальном времени. Именно здесь вылезают все огрехи проектирования узла и сборки. Я помню случай, когда узел успешно прошел все электрические проверки, но на вибростенде в одном из разъемов начало ?пропадать? сопротивление. Оказалось, что жгут был зафиксирован слишком жестко перед разъемом, и вибрация передавалась напрямую на хвостовики контактов, вызывая микротрещины в пайке.
Тепловые циклы — еще один убийца. Разные материалы (изоляция, оболочка жгута, пластик разъема) имеют разные коэффициенты теплового расширения. В высокоплотном узле жгута это может привести к тому, что после нескольких циклов ?мороз-жара? соединения в разъеме окажутся под механическим напряжением. Решение — оставлять в критичных местах небольшую слабину, петлю, которая компенсирует эти движения. Но рассчитать ее длину — это уже опыт, а не формула.
Испытания на стойкость к агрессивным средам часто проводят выборочно. Но если узел предназначен для морского применения, то стоит проверить не только сам разъем, но и то, как ведет себя обвязка жгута у его горловины. Влага может мигрировать по капиллярам между проводами внутрь устройства, даже если разъем герметичен. Тут помогают специальные герметики, но их нанесение — тоже целая наука, чтобы не нарушить гибкость узла.
Взгляд в будущее: что меняется
Сейчас все больше говорят о жгутах с вплетенными оптическими волокнами или шинами данных. Это новая степень сложности для высокоплотного узла. Как увязать в одном пучке силовые провода, чувствительные аналоговые сигналы и оптику? Требуется принципиально иная философия экранирования и укладки. Старые приемы работают плохо. Опыта в этой области пока мало, и каждый проект — это в некотором роде эксперимент.
Еще один тренд — активное использование 3D-печати для создания индивидуальных держателей, кронштейнов и направляющих для жгутов в особо стесненных условиях. Это позволяет оптимизировать пространство так, как никогда не позволяла штамповка или литье. Но и тут есть подводный камень: материал напечатанного крепежа должен быть совместим с оболочкой жгута по своим диэлектрическим и механическим свойствам, иначе возникнет перетирание.
В конечном счете, создание надежного высокоплотного узла жгута проводов с электрическими соединителями — это не столько инженерная дисциплина, сколько ремесло, основанное на опыте, в том числе и негативном. Это постоянный баланс между требованиями ТЗ, физическими возможностями материалов и реалиями производства. И как показывает практика компаний, работающих в высоких технологиях, будь то ООО Цзуньи Фэйюй Электроника или другие, успех здесь зависит от внимания к деталям на всех этапах — от выбора коннектора до способа фиксации жгута в конечном изделии. Именно такие детали и отделяют работающий прототип от серийного продукта, который отработает свой срок без сюрпризов.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Универсальные прямоугольные соединители серии J24H
Универсальные прямоугольные соединители серии J24H -
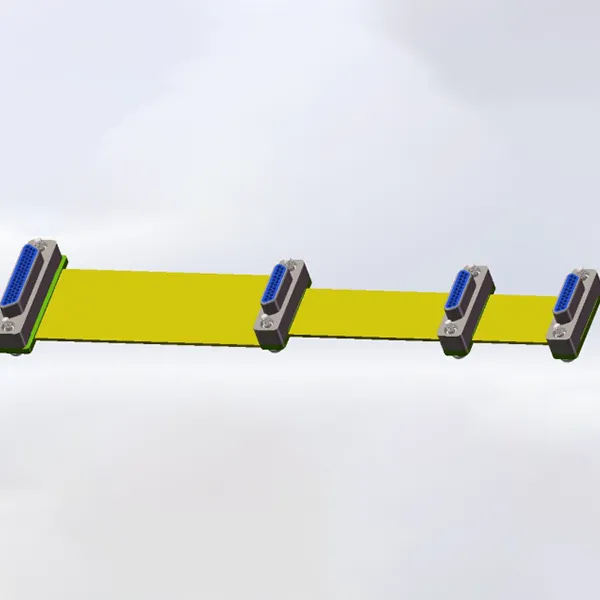
 Низкочастотные кабельные сборки
Низкочастотные кабельные сборки -
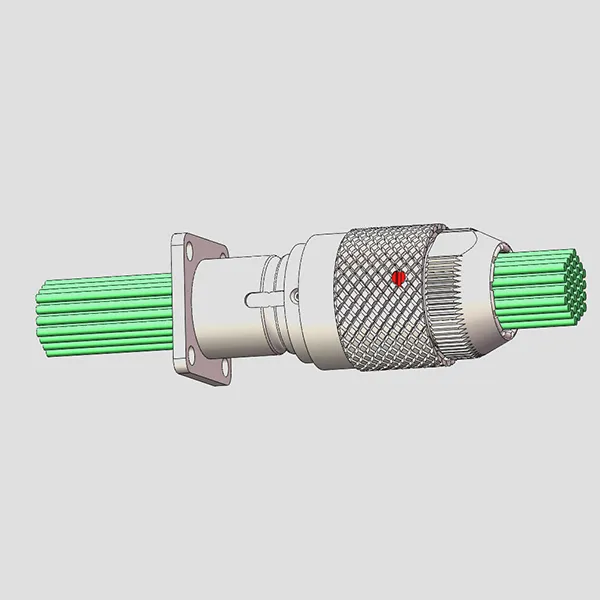
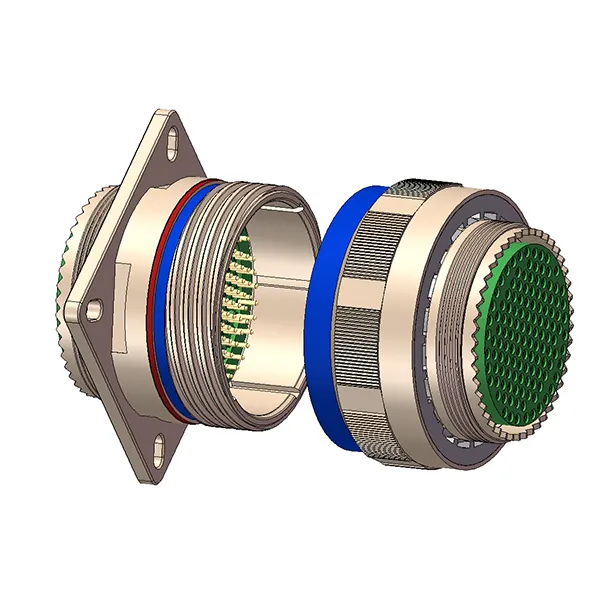 Соединители круглые серии J599
Соединители круглые серии J599 -
 Гибкие сборки для печатных плат (экранированного типа)
Гибкие сборки для печатных плат (экранированного типа) -
 Радиочастотные коаксиальные соединители серии BMA
Радиочастотные коаксиальные соединители серии BMA -
 Высокоскоростные соединители передачи серии HJ30J
Высокоскоростные соединители передачи серии HJ30J -
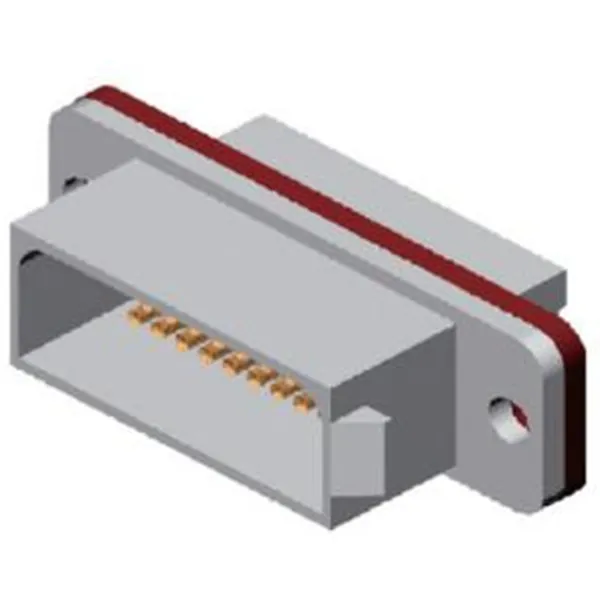
 Универсальные прямоугольные соединители большого и малого тока серии J30J
Универсальные прямоугольные соединители большого и малого тока серии J30J -
 Универсальные прямоугольные соединители серии J56
Универсальные прямоугольные соединители серии J56 -
 Универсальные прямоугольные соединители защелкивающегося типа серии J103
Универсальные прямоугольные соединители защелкивающегося типа серии J103 -
 Высокоскоростные соединители передачи для поверхностного монтажа серии HSI
Высокоскоростные соединители передачи для поверхностного монтажа серии HSI -
 Универсальные прямоугольные соединители серии HRM
Универсальные прямоугольные соединители серии HRM -
 Универсальные прямоугольные соединители серии J30V2
Универсальные прямоугольные соединители серии J30V2
Связанный поиск
Связанный поиск- Высокоплотный напрямоугольный соединитель
- Радиочастотные соединители серии SMP (гладкое отверстие, штыревой разъем)
- Автомобильная кабельная сборка
- Радиочастотные соединители серии SMP (полное сцепление, штыревой разъем)
- Высокоскоростные электрические соединители для сравнения платы
- Радиочастотные соединители серии SSMB
- Высоконадежные проводно-планарные соединители
- Радиочастотные соединители серии SSMA
- Высоконадежные панельные соединители
- Соединители прямоугольные серии J18



