

Высоконадежные планарно-планарные соединители
Когда говорят о высоконадежных планарно-планарных соединителях, многие сразу представляют себе идеальные графики в ТУ и заоблачные цифры по вибростойкости. На практике же часто оказывается, что ключевая проблема лежит не в самих параметрах, а в том, как эти параметры достигаются и, что важнее, как они ведут себя в реальных сборках, особенно в условиях, скажем так, неидеального монтажа. Я много раз сталкивался с ситуацией, когда соединитель, блестяще прошедший все лабораторные испытания, начинал ?капризничать? уже на этапе контрольной сборки стендового образца аппаратуры. И дело тут обычно не в браке, а в нюансах, которые в спецификациях часто упускаются или формулируются слишком общо.
Что скрывается за ?высокой надежностью? на практике
Возьмем, к примеру, базовый параметр – контактное сопротивление. В паспорте стоит ≤ 5 мОм. Прекрасно. Но это измерение проводится на новом, идеально чистом соединителе, в идеальных климатических условиях. А что происходит после нескольких циклов ?стыковка-расстыковка? в полевых условиях, когда возможно попадание мелкой пыли или конденсата? Планарный контакт, в отличие от штыревого, имеет большую площадь соприкосновения, но это же и его ахиллесова пята – малейшая пленка окисла или загрязнения может нарушить равномерность давления по всей плоскости. И вот уже сопротивление ?поплыло?. Надежность тут становится вопросом не только материалов (золотое или палладиевое покрытие, о чем все пишут), но и геометрии контактной пары, точности подпружинивания и, как ни странно, качества обработки краев самой платы, к которой идет присоединение.
Один из поучительных случаев был связан как раз с партией соединителей для бортовой системы. Соединители были от проверенного производителя, но платы нам поставлял другой подрядчик. При сборке начались проблемы с нестабильностью контакта в некоторых каналах. Стали разбираться. Оказалось, что у плат, несмотря на соблюдение толщины, была микроскопическая ?волна? по краю в зоне контакта. В лаборатории на идеальном стенде соединитель ее компенсировал, а в реальном креплении, с учетом температурного расширения корпуса аппаратуры, эта неровность приводила к локальному отжиму контакта. Пришлось ужесточать допуск не на соединитель, а на плату. Это тот момент, когда понимаешь, что надежность узла – это система, а не набор отдельных ?надежных? компонентов.
Здесь стоит упомянуть опыт коллег из ООО Цзуньи Фэйюй Электроника (https://www.zyfy-cn.ru). Эта компания, как профессиональное высокотехнологичное предприятие в области военной продукции, всегда делает акцент именно на системном подходе. В их практике я видел, как техзадание на соединители включает не только классические электрические и климатические параметры, но и детальные требования к совместимости с монтажными базами, включая допустимые углы перекоса при стыковке и алгоритм контроля усилия прижима. Это и есть тот самый практический перевод ?высокой надежности? в инженерные термины.
Типичные ошибки проектирования и монтажа
Самая распространенная ошибка – недооценка механических нагрузок. Планарно-планарные соединители часто воспринимаются как нечто статичное: соединил и забыл. Но если узел подвержен вибрации, то даже самая жесткая фиксация корпусов не отменяет микропроскальзывания контактных площадок друг относительно друга. Это приводит к фреттинг-коррозии, особенно если покрытие не рассчитано на такие режимы. Я помню проект, где для экономии выбрали покрытие подешевле, не предназначенное для динамических нагрузок. Результат – рост сопротивления на порядок уже через 200 часов испытаний на вибростенде. Пришлось срочно менять спецификацию, что в итоге вышло дороже изначального ?дорогого? варианта.
Вторая ошибка – игнорирование теплового режима. Планарный контакт может иметь отличный теплоотвод по площади, но только если он правильно прижат. Недостаточное усилие прижима не только ухудшает электрический контакт, но и создает термическое сопротивление. В силовых цепях это может привести к локальному перегреву и ускоренной деградации. Один раз наблюдал почернение пластиковой оболочки корпуса соединителя именно по этой причине – проектировщик заложил ток 10А, но не проверил тепловой расчет узла контакта при максимальной температуре окружающей среды. Соединитель был исправен, но условия его работы – нет.
И третье – это пренебрежение ?человеческим фактором? при монтаже и обслуживании. Сложная система фиксации (защелки, винты) – это хорошо для надежности, но плохо, если для расстыковки в полевых условиях нужна специальная отвертка, которой у оператора нет. Приходилось видеть, как ?надежный? винтовой зажим заменяли на быстросъемную защелку после первых же учений, потому что время на обслуживание аппаратуры выросло в разы. Надежность должна быть и эксплуатационной.
Кейс: адаптация под жесткие климатические условия
Был у нас заказ на аппаратуру для работы в условиях морского климата (высокая соленость, влажность). Стандартные высоконадежные планарно-планарные соединители с золотым покрытием показали хорошую стойкость к коррозии, но возникла проблема с диэлектрическими частями корпуса. Материал, отлично работающий в сухих условиях, начинал ?тянуть? влагу, что в долгосрочной перспективе грозило снижением сопротивления изоляции.
Мы вместе с поставщиком, в роли которого в другом проекте выступало ООО Цзуньи Фэйюй Электроника, начали искать решение. Просто заказать корпуса из другого пластика было недостаточно – менялась жесткость, а значит, и характеристики прижима контактной группы. В итоге пошли по пути комбинированного решения: оставили проверенную контактную группу, но заказали для нее специальный корпус из стойкого к влагопоглощению полимера с измененной геометрией ребер жесткости. Параллельно пересмотрели состав консистентной смазки для контактов (да, ее тоже нужно применять с умом, иначе она соберет всю пыль). Это была не просто замена компонента, а тонкая доводка всего интерфейса.
Итоговые испытания, включавшие длительное воздействие солевого тумана и циклирование температуры, прошли успешно. Но главный вывод был таким: для особых условий не бывает готовых ?коробочных? решений. Нужна глубокая проработка на стыке механики, химии материалов и электротехники. Именно такой подход, как я знаю, практикуется в компаниях, фокусирующихся на военной технике, где компромиссы в надежности недопустимы.
Вопросы совместимости и стандартизации
Казалось бы, планарный соединитель – вещь достаточно стандартизированная. Но на деле количество ?стандартных? типоразмеров и распиновок таково, что можно легко попасть в ловушку кажущейся совместимости. Две модели с одинаковым шагом контактов и внешними габаритами от разных производителей могут иметь критичное различие в высоте контактной площадки над платой. В миллиметр, даже в полмиллиметра. И если в одной аппаратуре плата утоплена в корпусе глубже, то соединитель просто физически не достанет до контактов.
Мы однажды столкнулись с необходимостью срочно найти замену снятому с производства соединителю. Нашли аналог, вроде бы подходящий по всем каталоговым параметрам. Но при пробной поставке выяснилось, что у аналога пластиковый направляющий штифт был на 0.3 мм толще. И этого было достаточно, чтобы он не входил в отверстие на ответной части, уже установленной в сотне блоков. Пришлось вручную, с помощью термофена и пресс-формы, развальцовывать эти отверстия. Трудоемко, некрасиво, но работало. После этого случая в нашей документации появилось жесткое правило: любая замена, даже от ?второго источника?, требует изготовления и проверки контрольного образца смычки.
Этот опыт перекликается с серьезным подходом к документированию и верификации, который я отмечал, изучая подходы на сайте zyfy-cn.ru. Для предприятия, работающего в области военной продукции, прослеживаемость и подтверждение совместимости каждого компонента – не бюрократия, а основа надежности конечного изделия. Их техдокументация на комплектующие всегда включает не только общие параметры, но и детальные чертежи с указанием критичных для сопряжения размеров, что в разы снижает риски на этапе сборки.
Будущее и субъективные размышления
Куда движется отрасль? Вижу тенденцию к еще большей миниатюризации при одновременном росте требований к токопроводящей способности. Это сложный путь. Уменьшение шага контактов ставит новые задачи по точности изготовления плат и корпусов, борьбе с паразитной емкостью. Появление гибко-жестких плат также вносит свои коррективы – как обеспечить надежный прижим планарного соединителя к участку, который может незначительно изгибаться?
Лично мне кажется, что следующим шагом для действительно высоконадежных планарно-планарных соединителей станет более широкое внедрение встроенных элементов диагностики. Не просто контакт, а контакт с возможностью встроенного контроля его состояния – температуры, сопротивления – в реальном времени. Это уже не фантастика, а вопрос стоимости и необходимости. Для критичных систем, где отказ недопустим, такая функция может стать стандартом.
В конце концов, надежность – это не свойство, которое можно один раз проверить и поставить галочку. Это процесс, постоянный учет взаимовлияний, опыт, часто горький, и нежелание довольствоваться формальным соответствием спецификациям. Именно поэтому выбор поставщика – это не просто покупка детали по каталогу. Это выбор партнера, который понимает эти глубинные процессы. Когда видишь, как компания вроде ООО Цзуньи Фэйюй Электроника выстраивает свои процессы от разработки до производства, ориентируясь на конечную эксплуатацию в жестких условиях, понимаешь, что их продукция – это не просто железки, а воплощенный инженерный анализ. И в этом, пожалуй, и заключается настоящая, а не бумажная, надежность.
Соответствующая продукция
Соответствующая продукция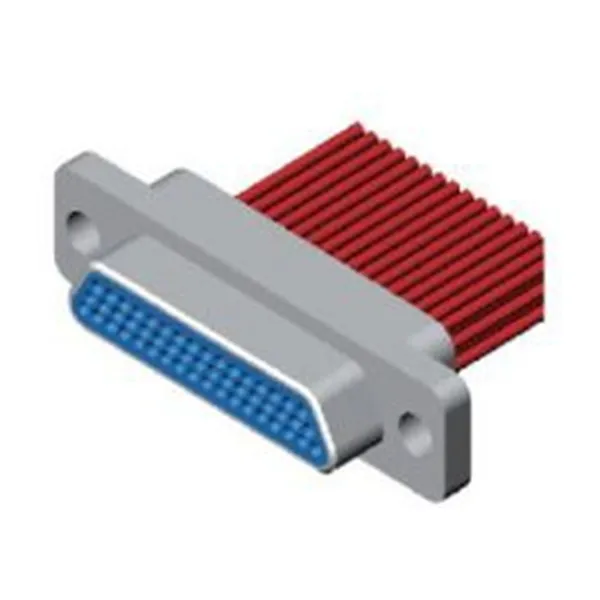


Самые продаваемые продукты
Самые продаваемые продукты-
 Универсальные прямоугольные соединители серии J27A
Универсальные прямоугольные соединители серии J27A -
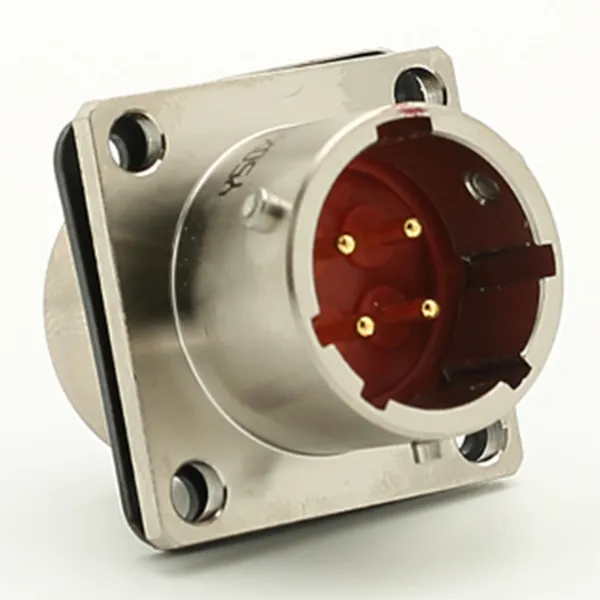
 Соединители круглые серии FX
Соединители круглые серии FX -
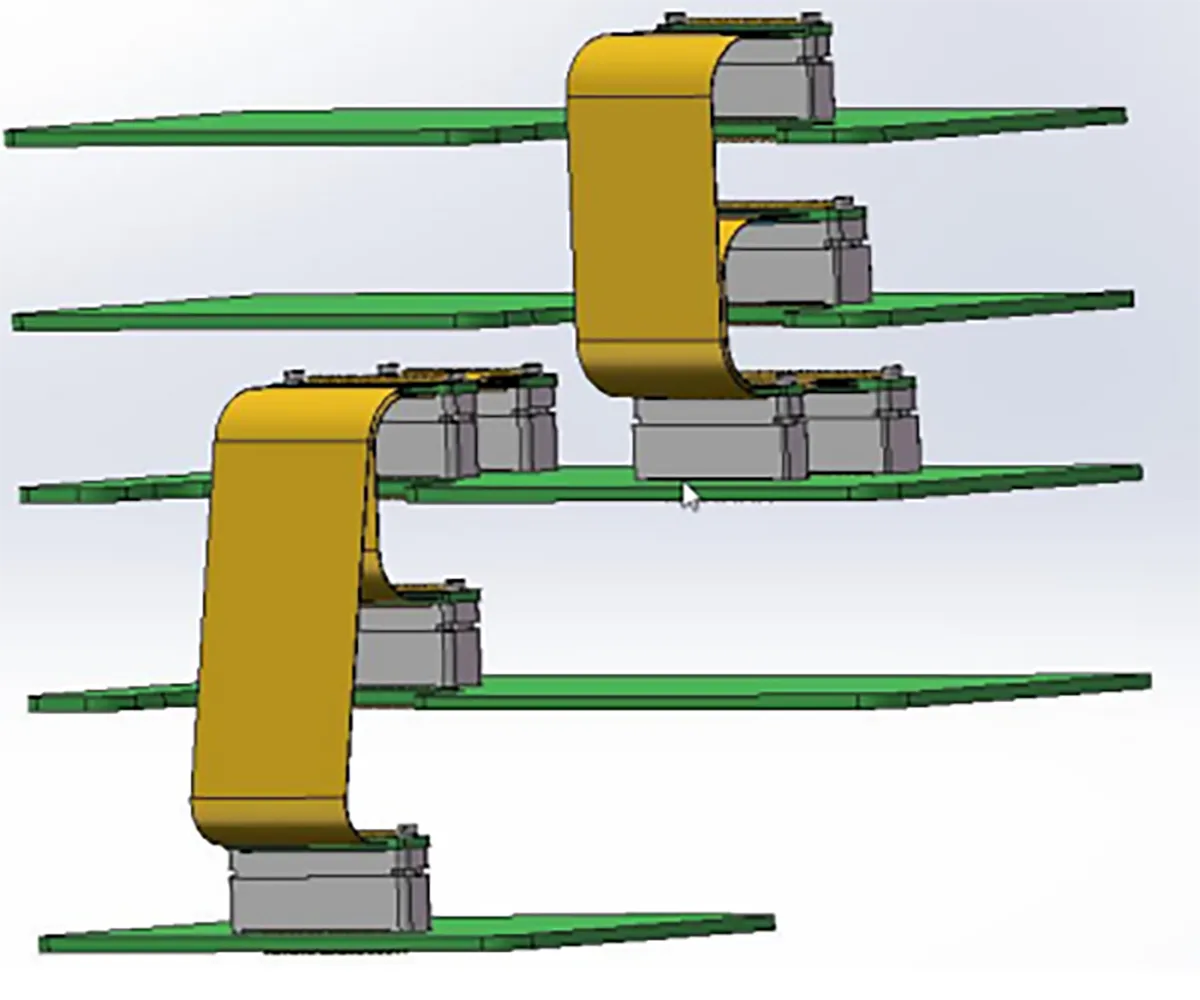
 Гибкие сборки для печатных плат (открытой конструкции 2)
Гибкие сборки для печатных плат (открытой конструкции 2) -
 Радиочастотные коаксиальные соединители серии SMA
Радиочастотные коаксиальные соединители серии SMA -
 Соединители круглые серии Y34
Соединители круглые серии Y34 -
 Низкочастотные кабельные сборки
Низкочастотные кабельные сборки -
 Высокоскоростные соединители передачи серии LRM
Высокоскоростные соединители передачи серии LRM -
 Универсальные прямоугольные соединители серии MDM1
Универсальные прямоугольные соединители серии MDM1 -
 Универсальные прямоугольные соединители защелкивающегося типа серии J103
Универсальные прямоугольные соединители защелкивающегося типа серии J103 -
 Высокоскоростные соединители передачи серии VPX
Высокоскоростные соединители передачи серии VPX -
 Универсальные прямоугольные соединители серии J63A
Универсальные прямоугольные соединители серии J63A -
 Универсальные прямоугольные соединители серии J66
Универсальные прямоугольные соединители серии J66
Связанный поиск
Связанный поиск- Радиочастотные соединители серии SSMA
- Высоконадежная кабельная сборка военного назначения
- Прямоугольные соединители серии контактных деталей автомобильного производства
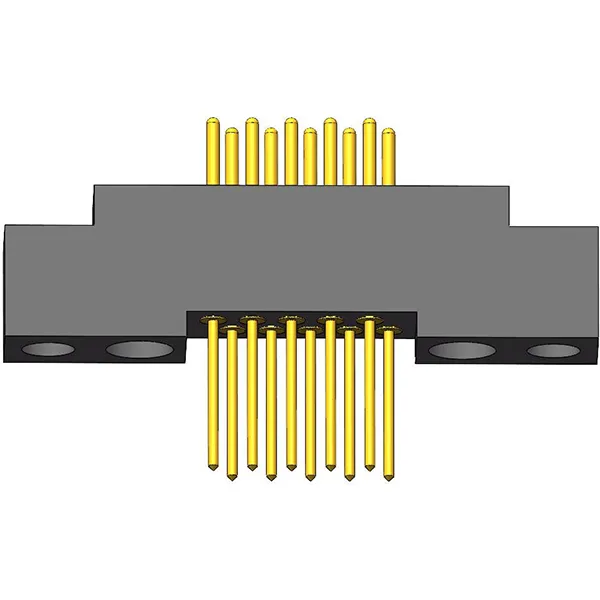
- Высоконадежные усиленные планарно-планарные соединители с металлическим корпусом
- Напрямоугольный электрический соединитель с пружинными контактами на витой жиле
- Высоконадежный малогабаритный круглый соединитель
- Низкопотерьный радиочастотный соединитель миллиметровой волны
- Высокотемпературный круглый авиационный соединитель
- Прямоугольный соединитель военного назначения
- Водонепроницаемый круглый соединитель



